
詳情
您的位置:超卓閥門 >> 淺談電動調節閥、PID調節儀在淬火壓床油溫控制裝置中的應用淺談電動調節閥、PID調節儀在淬火壓床油溫控制裝置中的應用
發布時間:13-07-16 關注次數:1 問題的提出
試驗熱處理車間有三臺淬火壓床,其中有美國格里森537、529,天津第一機床廠Y9050A淬火壓床。長期以來,淬火壓床內淬火油溫度是無法控制的。由于淬火油是采用油一水換熱器冷卻,隨著季節的變化,淬火壓床內淬火油的溫度也發生變化,無法滿足格里森公司提出的淬火油溫度應維持在華氏(120~130)±5°之間的技術要求。嚴重影響淬火工件的組織和性能。因此,根據電動調節閥的控制性能,設計開發了一種簡單適用的淬火壓床內油溫控制系統。
2 電動調節閥的工作原理
2.1直行程電動執行機構(圖1)
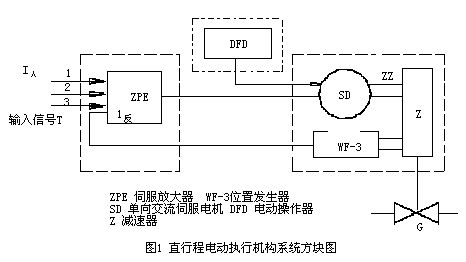
直行程電動執行機構是一個用單相交流伺服電機為原動機的位置伺服機構。當調節對象確定后,即通過相應的變送單元儀表,將實際測得電壓(DC)轉換成4~20mA(DC)電流,當輸入信號Iλ=4mA、位置反饋I反=4mA時,放大器無輸出,伺服電機停轉,輸出軸穩定在行程的零位。當輸入端有一個輸入信號取Iλ>4mA(DC),并且極性與位置反饋電流的極性相反,此輸入信號與系統本身的位置反饋電流在伺服放大器的前置磁放大器中進行磁勢的出現,從而使伺服放大器有足夠的輸出功率,驅動伺服電動機,使執行機構的輸出軸朝著減小這個誤差磁勢的方向運轉,直到位置反饋信號和輸入信號相等為止。此時,輸出軸就穩定在與輸入信號相對應的行程位置上。閥桿移動的距離靠位置傳感器檢測。該傳感器是高性能、高可靠的精密導電塑料電位器,其分辨率可達1/800。
該電動調節閥可以實現自動調節系統的自動手動無擾動切換。手動操作時,只要把電動操縱器切換開關切到手動位置,就可以在現場直接搖動電動執行機上的手輪進行控制。自動調節時,二相伺服電動機由放大器供電,輸出軸行程隨輸入信號而變化。
2.2與之配套的伺服放大器的工作原理(圖2)
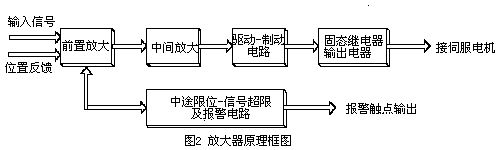
伺服放大器主要由前置放大、中間放大、驅動一制動電器,固態繼電器輸出電路、中途限位和信號超限報警電路等組成。
從原理框圖可以看出,來自調節器的輸入信號與來自位置的反饋信號進人前置放大器進行比較,其偏差經放大后進入中間放大再次進行放大,驅動電路接受中間放大的輸出信號并根據偏差的極性驅動某一固態繼電器動作,使伺服電機朝某一方向旋轉,當偏差為零時,在固態繼電器斷開的瞬間接通一次,達到電機反向的目的。同理,當偏差的極性相反時,伺服電機朝相反方向旋轉。
2.3 PID調節儀
PID溫度調節儀為日本導電SR93型。該系列調節儀在系統使用前,可利用自整定功能極方便地找到控制淬火油溫度的最佳的PID參數,從而避免因電動調節閥開啟度不準確而造成的淬火油溫度的波動。
3本裝置的控制方案簡介及控制原理(圖3)。
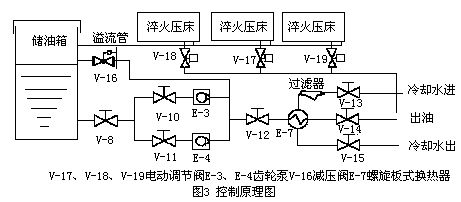
目前我公司錐形齒輪是采用多用爐進行滲碳緩冷,冷卻后轉入轉底爐進行二次加熱保溫,再在壓床上進行壓淬淬火。使用本裝置時,根據零件的大小先裝人幾件廢件到轉底爐內進行加熱,其目的主要是通過廢件的壓淬將淬火壓床內的油溫升高,當達到設定溫度時就可以進行產品的壓淬了。此時,由PT100熱電偶采樣出淬火油實際溫度值。當超出調節儀設定溫度值時,則在控制調節儀輸出電流信號和調節閥閥位反饋信號進行比較后,對差值進行功率放大,激勵伺服電機線圈,伺服電機內便有電流流過且電機旋轉,通過閥桿帶動閥芯向上移動,使儲油箱內的冷油通過電動調節閥進人淬火壓床,從而將淬火壓床內淬火油溫度迅速降至設定的溫度。同理,當壓床內淬火油溫度低于調節儀設定溫度值時,伺服電機通過閥桿帶動閥芯向下移動而阻止冷油進人淬火壓床。總之,電動調節閥閥桿向上移動還是向下移動,是由溫度PID調節儀輸出的信號大小與位置反饋信號所決定,通過PID調節儀和電動調節閥自動改變冷油的進油量,達到自動控制淬火油溫度的目的。
如果三臺淬火壓床同時工作,則電動調節閥有可能出現同時關閉現象,這樣必然會造成齒輪泵電機負載加大。因此,本系統在齒輪泵出油管上加裝了一臺減壓閥,當管內油壓超出減壓閥額定壓力時減壓閥自動打開,將淬火油卸回到儲油箱中。
4執行機構的安裝及控制系統的調整
在安裝調節閥之前,應清除管道內的污物、焊屑、銹皮等雜物以免運行時發生卡滯和損壞閥芯、閥座的現象。
4.1 安裝
為了便于維護和調整,電動調節閥安裝在淬火壓床旁進油口管口處,通過電動調節閥上50毫米的法蘭與進油口上的法蘭相連接。安裝完成后檢查接口處是否有淬火油泄漏。
將Pt100熱電偶安裝到淬火壓床上并將其固定。安裝時注意熱電偶插入油面的深度,確保熱電偶采樣溫度準確。
4.2 參數的調整
將SR93調節儀設定溫度為40℃,EV1上限絕對值報警設定為60℃,EV2下限絕對值報警設定為25℃。將傳感器量程代碼設置為34(PT1000~200℃),將調節輸出極性設定為DA正作用,系統接成閉環后,在AT功能窗口將OFF改為ON狀態后,按ENT鍵確認啟動自整定。
檢測伺服放大器調零,測量磁放大器輸出端的電壓應等于零,如有輸出,應調整電位器1R,使輸出達到零。將調節儀溫度設定在40℃以下,查看電動調節閥閥桿指針是否指在零位,并查看反行程指示燈是否熄滅,如未達到以上條件則應調整電位器4R。將調節儀溫度設定在40℃以上,查看電動調節閥閥桿指針是否指在100%全開的位置,并查看正行程指示燈是否熄滅,如未達到以上條件則應調整電位器3R。
將電動調節閥全部關閉,調整減壓閥自動開啟的壓力,確保管內油壓過高時能自動打開而將淬火油卸回到儲油箱中。當電動調節閥打開時,管內油壓隨即降低,減壓閥必須馬上關閉以保證淬火油能迅速通過電動調節閥進入淬火壓床。
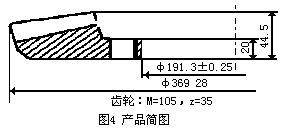
5 應用效果(圖4,5,6)
調試產品為裝載機被動錐齒輪。圖號PR60.211-2,見圖4。
5.1淬火壓床內淬火油溫度變化對比
圖5,6是用FLUKE189型儀表記錄的格里森537壓床內淬火油溫度變化的曲線圖。
使用格里森537淬火壓床,淬火溫度880℃,單件淬火時間為150s,共生產12件,淬火油溫度控制在40℃。
圖5為淬火時未啟用油溫控制系統時所記錄的格里森537淬火壓床內淬火油溫度變化曲線圖。從圖中可以看出,淬火油溫度始終在30℃~35℃之間變化,無法達到所要求的淬火油溫(40℃)。
圖6為淬火時啟用油溫控制系統時所記錄的格里森537淬火壓床內淬火油溫度變化曲線圖。從圖6的曲線可以看出,當壓淬完3件廢料后淬火油溫度就已達到35℃,隨后淬火油溫度一直保持在40℃士3℃,完全達到設計要求,并符合格里森公司提出、淬火油溫度應維持在華氏1(20~130)±5℃之間的技術要求。
5.2 產品變形量對比
PR60.211-2產品的技術要求
平面度:內圈≤0.20、外圈≤0.18.
內孔:φ191.3±0.25圓度≤0.12
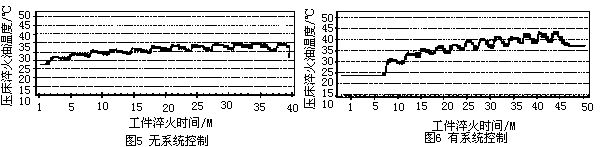
表1
|
無系統控制時產品平面度、圓度檢測數據 |
有系統控制時產品平面度、圓度檢測數據 |
||||||
|
序號 |
外圈/mm |
內圈/mm |
圓度/mm |
序號 |
外圈/mm |
內圈/mm |
圓度/mm |
|
1 |
0.18 |
0.2 |
-0.06~+0.05 |
1 |
0.1 |
0.15 |
+0.04~+0.01 |
|
2 |
0.12 |
0.19 |
-0.02~+0.07 |
2 |
0.09 |
0.12 |
+0.05~+0.12 |
|
3 |
0.15 |
0.2 |
-0.01~+0.08 |
3 |
0.1 |
0.12 |
+0.04~+0.11 |
|
4 |
0.1 |
0.18 |
-0.05~+0.04 |
4 |
0.09 |
0.11 |
+0.17~+0.09 |
|
5 |
0.12 |
0.15 |
-0.03~+0.06 |
5 |
0.09 |
0.11 |
+0.15~+0.07 |
了解更多產品詳情請登錄http://www.dindindone.com.cn














